


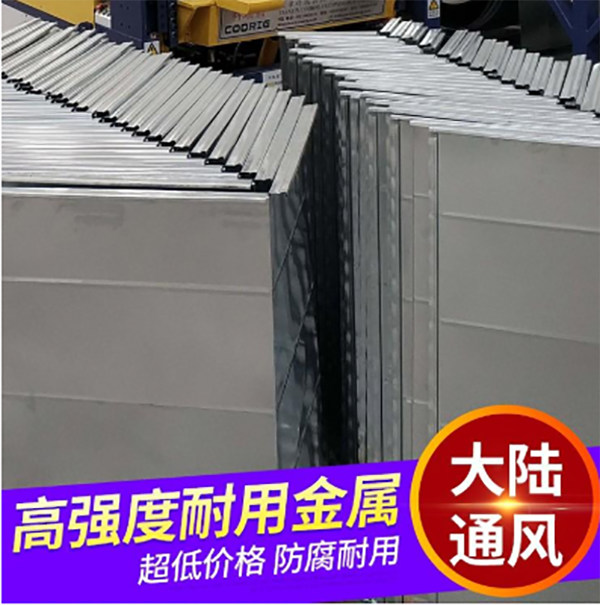
角鋼或加固筋的加固,其高度應小于或等于風管法蘭高度,排列應整齊,間隔不大于220mm,與風管的鉚接應牢固。加工角鋼法蘭加工的工藝均是卷彎。該工藝可以使角鋼連續卷彎,從而沒有料廢。角鋼法蘭可以這樣除銹:將法蘭浸到鹽酸里面,這樣銹斑就會還原成鐵。角鋼法蘭大邊尺度在630~1000mm時,直接在生產線壓筋加固,擺放應規則,間隔應均勻,共板法蘭風管,板面不該有顯著的變形。
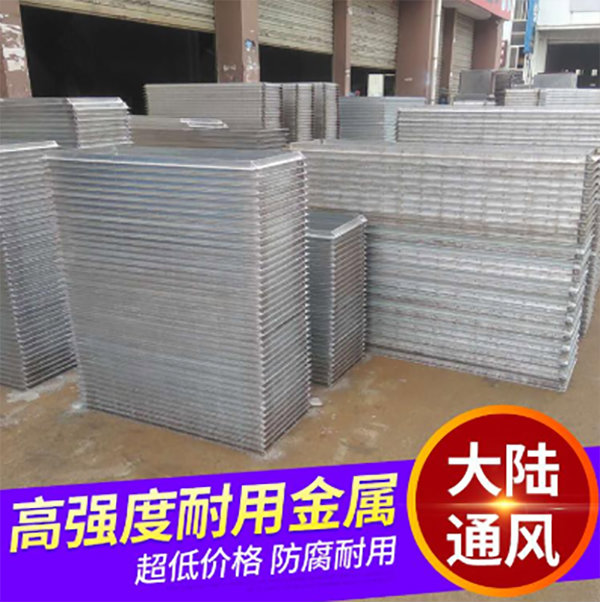


在角鋼法蘭加固的過程當中應該讓它擺放的更規整一些,也只有這樣才能夠保證角鋼法蘭風管的使用壽命得到延長。角鋼法蘭分為兩種:一種是角鋼向外卷(角鋼正卷,開口向外),一種是角鋼向內卷(角鋼反卷,開口向內)。當角鋼法蘭風管的斷面大于1250*630時,為了保持相鄰壁面互相垂直,宜在風管內四角采用90℃斜支撐加固。
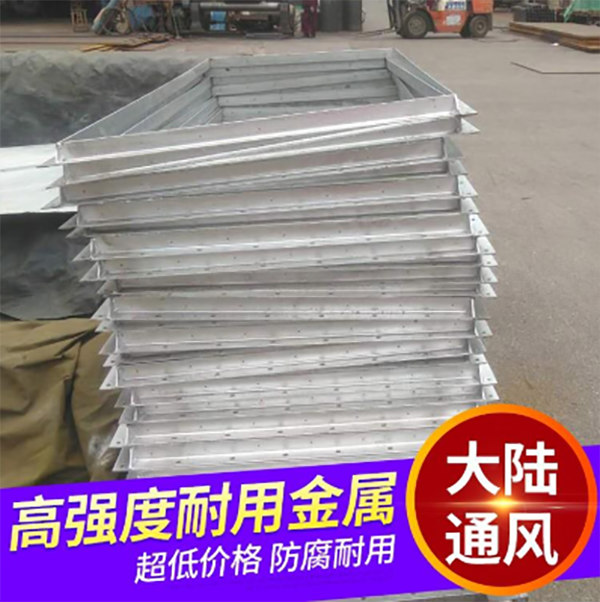
在搬運角鋼圓法蘭時,要小心,不要出現摩擦的情況,其主要的原因就是害怕部件表面的防銹漆被磨掉了,角鋼圓法蘭出現生銹的情況。角鋼法蘭是指將角鋼或角鐵通過的設備進行卷彎,加工后的角鋼仍然保持角鋼的兩條邊垂直為90°,不翻邊且沒有褶皺。角鋼圓法蘭應有充足的抗壓強度,擰緊時不可形變。法蘭突面應整平清理,安裝時要用心清除油漬和銹跡。


 在線客服
在線客服 13515658077
13515658077 370869838@qq.com
370869838@qq.com


